한국의
한국의 English
English français
français Deutsch
Deutsch italiano
italiano русский
русский español
español português
português العربية
العربية Nederlands
Nederlands Romania
Romania Bulgaria
Bulgaria Melayu
Melayu


Alumina ceramic membranes are high-performance porous filtration materials manufactured by high-temperature sintering. Their asymmetric structure consists of a porous support layer, a transition layer, and a microporous separation layer, offering superior mechanical strength, chemical resistance, and long service life. Operating in crossflow filtration mode, tubular ceramic membranes efficiently separate suspended solids, colloids, macromolecules, and microorganisms from liquids, enabling high-efficiency filtration, purification, concentration, and resource recovery. With pore sizes ranging from microfiltration to ultrafiltration (≥2 nm), they are widely applied in industrial wastewater treatment, food and beverage processing, pharmaceuticals, biotechnology, chemicals, mining, and water recycling.
一、Definition
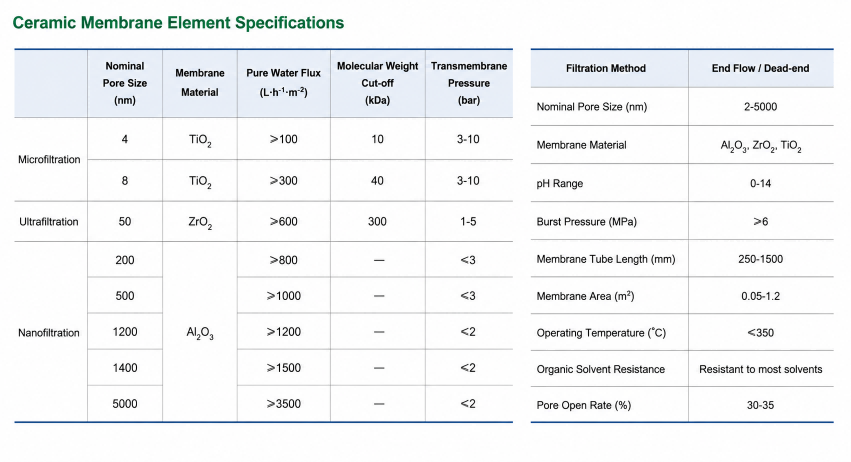
Alumina ceramic membrane is a precision ceramic filter material with porous structure fabricated by high-temperature sintering. It consists of three asymmetrically distributed layers: a porous support layer, a transition layer and a microporous membrane layer, with filtration ranges covering microfiltration, ultrafiltration and small pore sizes (≥2 nm).
Tubular ceramic membranes mostly adopt cross-flow filtration for fluid separation processes. The working principle is as follows: the feed liquid flows at high velocity inside the membrane tubes. Driven by pressure, the permeate containing small molecules penetrates the membrane outward perpendicularly through the membrane layers, while the retentate with macromolecular components is intercepted by the membrane. This achieves separation, purification and concentration of fluids.

二、Product Advantages
1.Excellent chemical stability, resistant to acids, alkalis, oxidation and organic solvents.
2.High temperature resistance, suitable for high-temperature cleaning and sterilization.
3.Easy to clean with long service life.
4.Narrow pore size distribution and high separation precision.
5.No substance leaching out, applicable to process separation in food and pharmaceutical industries.
6.Complete equipment occupies small floor space, featuring high automation and low labor costs.
7.Low requirements for inlet water or feed liquid, capable of operating under extreme working conditions.
8.The ceramic membrane system features high process integration and fully automatic control, enabling continuous feeding as well as continuous discharge of filter residue and filtrate.
9.Compared with conventional technologies, inorganic ceramic membrane separation technology improves product yield and purity, shortens production cycles, boosts economic benefits, and saves energy while reducing emissions.
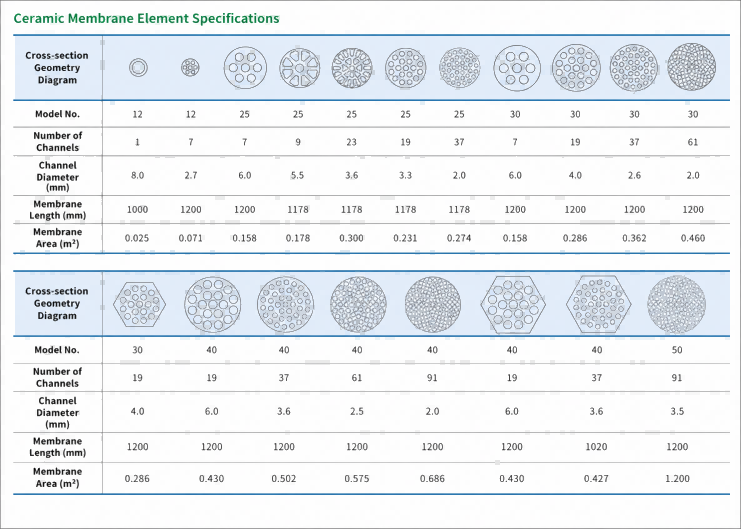
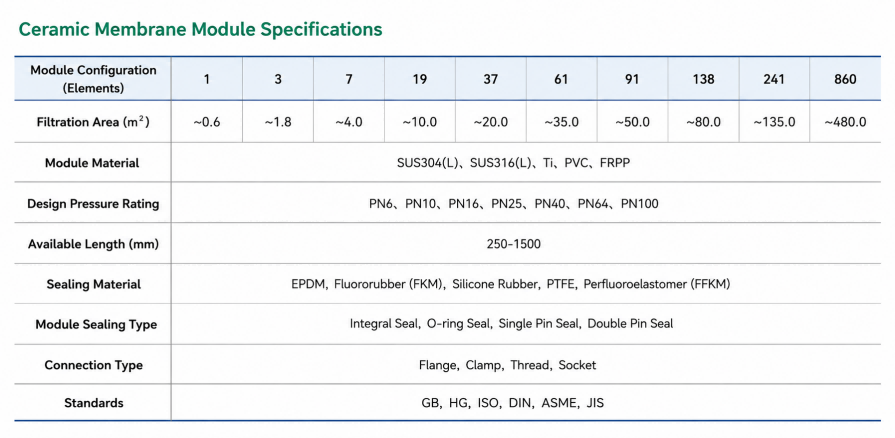
三、Product Specifications
四、Application
1.Water & Wastewater Treatment
2.Food & Beverage
3.Pharmaceutical & Biotechnology
4.Chemical Industry
5. Oil & Gas
6.Mining & Metallurgy
7. Electronics & Semiconductor

소개양극성 막 전기투석(BMED)은 특수 막 구조를 이용하여 염을 해당 산과 염기로 직접 전환하는 첨단 전기화학적 분리 기술입니다. 핵심 구성 요소는 양이온 교환층과 음이온 교환층이 적층된 양극성 막(BPM)입니다. 직류(DC) 전기장의 영향으로 BPM은 접합부에서 물 분자의 해리를 촉매하여 H⁺ 및 OH⁻ 이온을 생성합니다. 이 이온들은 막 구조를 통해 이동하여 염 용액의 음이온 및 양이온과 반응함으로써 산과 염기 생성물을 동시에 생성합니다.
더 읽어보기
전기투석기는 전기투석 기술을 적용한 핵심 이온 분리 장비입니다. 직류 전기장을 인가하고 음이온 및 양이온 교환막을 적절히 조합하여 액체 내 이온의 방향성 이동 및 분리를 실현합니다. 구조가 간단하고 신뢰성이 높으며, 사용 규모에 따라 나사식과 유압식 일체형으로 구분됩니다. 해수 담수화, 산업 폐수 처리, 식품 농축, 의약품 정제 및 신에너지 전해액 처리 등 다양한 분야에 널리 적용되어 용액의 담수화, 농축 및 이온 불순물 제거를 효율적으로 수행합니다.
더 읽어보기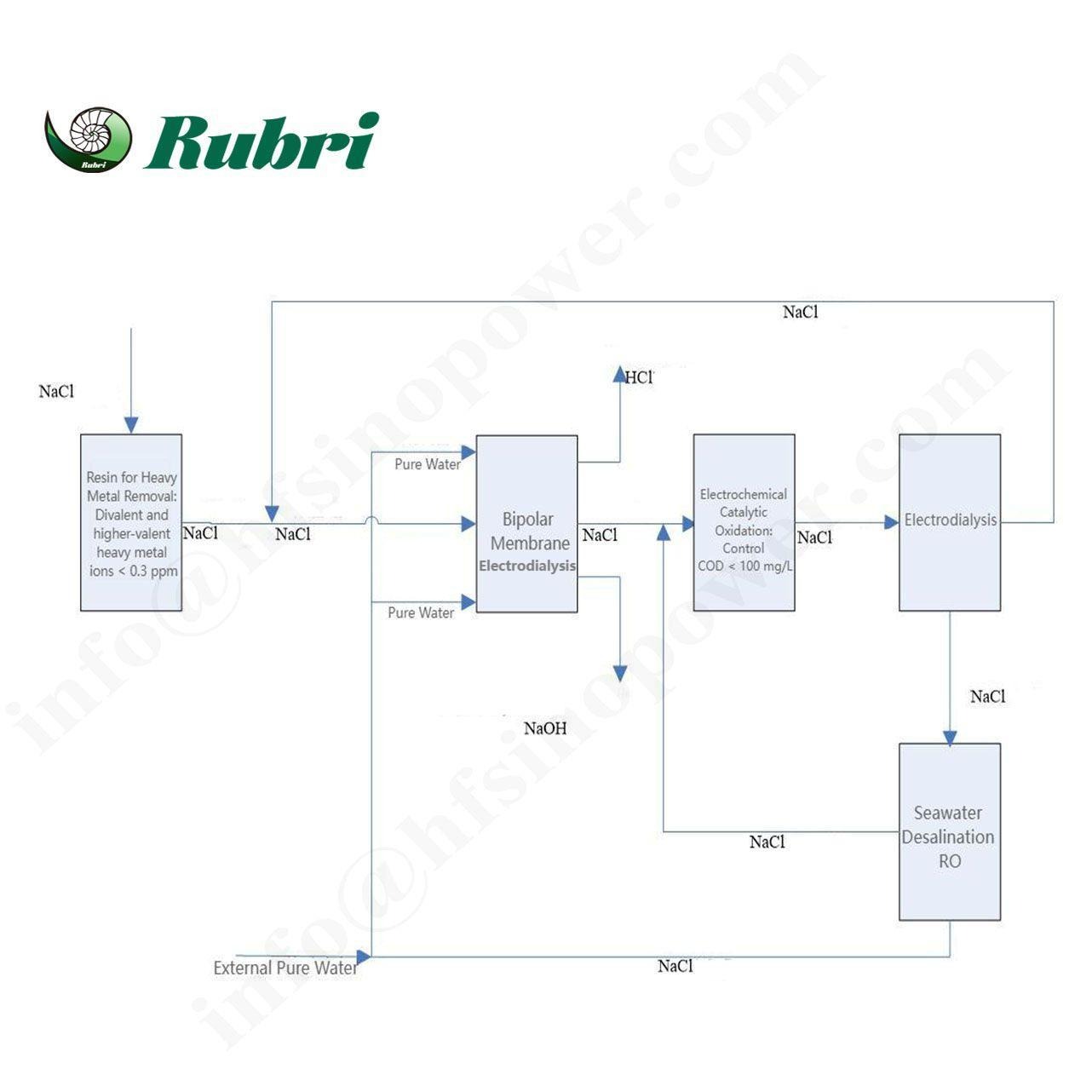
루브리는 양극성 막 전기투석 기술에 능숙하며, 맞춤형 솔루션을 설계하고 구현하는 데 능숙하여 고객에게 포괄적인 친환경적이고 깨끗한 생산 계획을 제공합니다.
더 읽어보기
전기투석의 핵심 원리전기투석 기술의 핵심은 전기장과 선택적 막 기술의 결합에 있으며, 구체적인 원리는 크게 두 부분으로 나뉩니다.1. 직류 전기장의 구동 효과직류 전기장의 작용으로 용액 속의 음이온과 양이온은 방향성을 가지고 이동합니다. 양이온은 음극 쪽으로 이동하고, 음이온은 양극 쪽으로 이동합니다.2. 이온 교환막의 선택적 여과 효과이 시스템에서는 이온 분리를 위해 두 종류의 이온 교환막이 사용됩니다.양이온 교환막: 양이온(예: Na+)만 통과시킵니다.+, 칼슘2+마그네슘2+음이온은 차단하면서 통과시킵니다.음이온 교환막: 음이온(예: Cl⁻)만 통과시킵니다.-, 그래서42-양이온을 차단하면서 통과시킵니다.
더 읽어보기
이 기술은 양극성 막 전기투석 원리를 기반으로 합니다. 직류 전기장의 작용 하에 양극성 막을 이용하여 물 분자를 수소 이온과 수산화 이온으로 효율적으로 분리합니다. 이 과정을 통해 도금 폐수 내의 염(염화나트륨, 황산나트륨 등)을 상응하는 산(염산, 황산 등)과 알칼리(수산화나트륨 등)로 선택적으로 전환시켜 폐수 정화와 자원 회수라는 두 가지 목적을 동시에 달성합니다.
더 읽어보기
전기투석의 핵심 원리전기투석 기술의 핵심은 전기장과 선택적 막 기술의 결합에 있습니다. 그 구체적인 원리는 크게 두 부분으로 나뉩니다.직류 전기장과 농도 기울기의 구동 효과직류 전기장 또는 농도 기울기의 작용으로 용액 내 음이온과 양이온은 방향성을 가지고 이동합니다. 양이온은 음극 쪽으로 이동하고, 음이온은 양극 쪽으로 이동합니다. 용질은 고농도 용액에서 저농도 용액으로 이동합니다.이온 교환막의 선택적 체질 효과이 시스템에서는 이온 분리를 위해 두 종류의 이온 교환막이 사용됩니다.양이온 교환막: 양이온(예: Na⁺, Ca²⁺, Mg²⁺)만 통과시키고 음이온은 차단합니다.음이온 교환막: 양이온은 차단하고 음이온(예: Cl⁻, SO₄²⁻)만 통과시킵니다.
더 읽어보기
양극성 막 전기투석(BPED)의 핵심 원리BPED 기술의 핵심은 전기장, 선택적 막 기술, 그리고 양극성 막의 고유한 물 분해 능력의 결합에 있습니다.1. 직류 전기장의 구동 효과직류 전기장 하에서 이온은 방향성을 가지고 이동합니다. 양이온은 음극으로 이동하고, 음이온은 양극으로 이동합니다.2. 막의 기능양극성 막(BPM): 물을 분해합니다.물2) 안으로H+그리고OH−전기장 하에서 이온이 생성되어 산과 염기 생성의 원천이 됩니다.양이온 교환막(CEM): 양이온을 선택적으로 통과시킵니다.음이온 교환막(AEM): 음이온만 선택적으로 통과시킵니다.이러한 막들을 교대로 배열함으로써 염을 상응하는 산과 염기로 변환할 수 있다.
더 읽어보기




 IPv6 네트워크 지원
IPv6 네트워크 지원